Hazardous Location-Rated Pump, a cutting-edge solution designed for C1D1 & C1D2 hazardous locations.
Hazardous Location-Rated Pump, a cutting-edge solution designed for C1D1 & C1D2 hazardous locations.
Couldn't load pickup availability
Hazardous-Location Rated Pump for C1D1 and C1D2 Environments
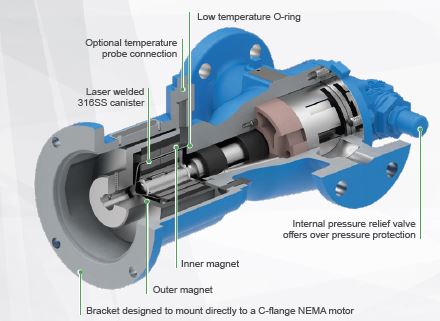
This hazardous-location rated pump is engineered for the most demanding and regulated industrial environments, certified for Class 1, Division 1 (C1D1) and Class 1, Division 2 (C1D2) hazardous zones. Designed to operate safely with flammable gases, vapours, and liquids, it delivers reliable, continuous performance under challenging conditions. Built with an explosion-proof enclosure and premium, chemical-resistant materials, the pump minimizes downtime and ensures long-term durability. Ideal for petrochemical, oil & gas, chemical blending, and pipeline systems, it integrates seamlessly into both new installations and existing fluid transfer setups, providing precise operation, peace of mind, and consistent efficiency.
KEY FEATURES
1. C1D1 & C1D2 Certification
Tested and approved for strict hazardous-location standards, enabling safe operation in areas with flammable gases, vapours, or liquids. Certification ensures regulatory compliance and worker safety.
2. Explosion-Proof Enclosure
Flame-protected design prevents sparks or ignition, maintaining a safe operating environment and protecting sensitive equipment from accidental combustion.
3. High-Pressure and High-Flow Capability
Capable of handling demanding fluid transfer operations, supporting both high-pressure and high-flow processes depending on system configuration.
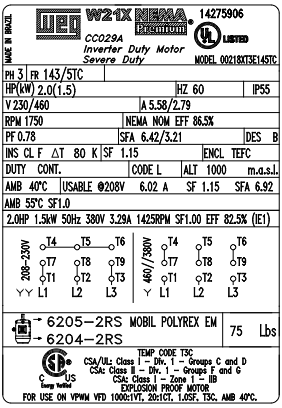
4. Continuous Duty Operation
Robust motor and drive systems allow for uninterrupted operation, making it ideal for industrial applications requiring consistent reliability over extended periods.
5. Durable, Chemical-Resistant Construction
Engineered with premium materials that withstand aggressive chemicals, mechanical stress, and pressure fluctuations, ensuring long-term performance with minimal maintenance.
PRODUCT SPECIFICATIONS
-
Certified for C1D1 and C1D2 hazardous locations.
-
Explosion-proof/flame-protected enclosure.
-
Supports high-pressure and high-flow operation.
-
Continuous duty motor and drive system.
-
Compatible with aggressive and difficult-to-handle fluids.
-
Modular design for easy integration and retrofitting.
BENEFITS
1. Safe Operation in Hazardous Zones
Ensures full compliance with safety standards, reducing risks in environments with flammable gases or liquids.
2. Reliable, Continuous Performance
Premium construction and robust components deliver consistent, uninterrupted operation, minimizing downtime and maintenance costs.
3. Handles Aggressive Fluids Safely
Compatible with corrosive or difficult-to-handle chemicals, allowing smooth operation without risk of damage to the pump.
4. Flexible Integration
Modular design simplifies installation or retrofitting, making it easy to incorporate into new systems or existing fluid transfer lines.
5. Long-Term Durability
Built to withstand harsh industrial conditions, pressure variations, and chemical exposure, ensuring years of dependable service.
Share